

Heat Exchanger Tubes ASTM A213 ASME SA 213 304 304L 304H 316 316L 316Ti 317 317L 317LMN 321 321H 347H 309S 310S 310H 904L N08904 254SMo S31254, SA789 S31803 S32205 S32750 S32304 S32760 S32101
Request for QuotationZhejiang Guanyu Steel Tube is expert to produce Stainless Steel Tube for Heat Exchanger / Heat Exchanger Tubes in China. We have install 6 sets of most update LG20 cold rolling pilger machines. The tolerance of wall thickness could be controled within (+/- 0.05mm). We have 25 meters long Hydrostatic Test Machines to ensure the quality for extra long Heat exchanger tubes.
When you want to reduce the risk of leakage in your Pressure Vessel and Instrumentation system, consider Guanyu Stainless Steel Tubing, Nickel Alloy Tubing, Brass Alloy Tubes, Copper Nickel Alloy Pipe.
When it comes to heat exchanger tube for Pressure Vessel, hydraulic and instrumentation systems processing harsh media or in corrosive environments, the safety, integrity, and reliability of the tubing are critical. That’s why Guanyu to bring you quality assured Stainless Steel Tubing, Nickel Alloy Tubing, Brass Alloy Tubes, Copper Nickel Alloy Pipe .OD: 12.7(1/2″),15.88(5/8″), 19.05, 20, 22.25, 25.4, 31.75, 38.1, 48.3, 50.8mm etc;
Wall Thickness: 0.889, 1.245, 1.651, 2.0, 2.11, 2.769, 3.404mm etc;
Heat Exchanger Tubes Main Testing Terms and Procedure Accoring to ASTM A213 and ASTM A1016, EN 10216-5:
1. Heat Treatment and Solution Annealing / Bright Annealing
2. Cutting to required length and deburring;
3. Chemical Composition Analysis Test With 100% PMI and One tube from each heat by Direct Reading Spectrometer
4. Visual Test and Endoscope Test for Surface Quality Test
5. 100% Hydrostatic Test and 100% Eddy Current Test
6. Ultrasonic Test subject to the MPS (Material Purchase Specification)
7. Mechanical Tests includes Tension Test, Flattening Test, Flaring Test, Hardness Test
8. Impact Test subject to Standard request
9. Grain Size Test and Intergranular Corrosion Test
10. Ultrasoic measuring of Wall Thickness
Tubes End: Tubes are supplied with Plain end, Bevel end, Square cut under request, and deburring.
Heat Exchanger Tubing Application:
Nuclear Industries
Chemical Industry
Petro-Chemical industry
HVAC (Heating Ventilation Air Conditioning), refrigeration
Food and Beverages
Power Generation
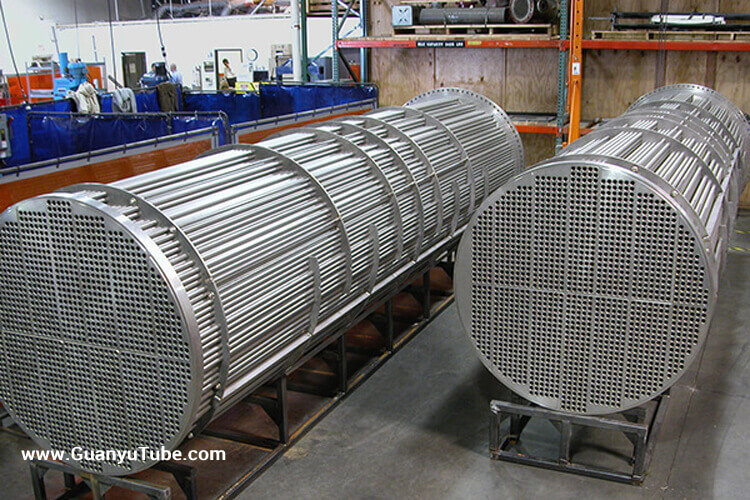
Shell and tube heat exchangers are frequently selected for such applications as:
- Process liquid or gas cooling
- Process or refrigerant vapor or steam condensing
- Process liquid, steam or refrigerant evaporation
- Process heat removal and preheating of feed water
- Thermal energy conservation efforts, heat recovery
- Compressor, turbine and engine cooling, oil and jacket water
- Hydraulic and lube oil cooling





Heat Treatment Requirements
| Grade | UNS Designation | Heat Treat Type | Austenitizing/ Solutioning Temperature, min or range °F [°C] | Cooling Media | ASTM Grain Size No. B |
| TP304 | S30400 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP304L | S30403 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP304H | S30409 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | 7 |
| TP309S | S30908 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP309H | S30909 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | 7 |
| TP310S | S31008 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP310H | S31009 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | 7 |
| TP316 | S31600 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP316L | S31603 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP316H | S31609 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | 7 |
| TP317 | S31700 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP317L | S31703 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP321 | S32100 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP321H | S32109 | Solution treatment | cold worked:2000[1090] hot rolled: 1925 [1050]H | water or another rapid cool | 7 |
| TP347 | S34700 | Solution treatment | 1900 °F [1040 °C] | water or another rapid cool | . . . |
| TP347H | S34709 | Solution treatment | cold worked:2000[1100] hot rolled: 1925 [1050]H | water or another rapid cool | 7 |
| TP444 | S44400 | subcritical anneal | . . . | . . . | . . . |
Referenced Documents
1 Stainless Steel and Related Alloys and is the direct responsibility of Subcommittee A01.10 on Stainless and Alloy Steel Tubular Products. Current edition approved April 1, 2009. Published April 2009. Originally approved in 1939. Last previous edition approved in 2009 as A 213/A 213M – 09.
2 For ASME Boiler and Pressure Vessel Code applications see related Specification SA-213 in Section II of that Code.
ASTM A262 Practices for Detecting Susceptibility to Intergranu lar Attack in Austenitic Stainless Steel
A 941 Terminology Relating to Steel, Stainless Steel, Re lated Alloys, and Ferroalloys
A 1016/A 1016M Specification for General Requirements for Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel Tubes
ASTM E112 Test Methods for Determining Average Grain Size
Nominal Pipe Size (NPS): 1/8, 1/4, 3/8, 1/2, 3/4, 1, 1 1/4, 1 1/2, 2, 2 1/2 inch
Outside Diameter: 10,3 – 73 mm (0,405 – 2,875 inch)
Wall Thickness: 1,24 – 7,01 (0,049 – 0,276 inch)
Tensile Requirements
| Grade | UNS | Tensile Strength, Min. Ksi [MPa] | Yield Strength, min. Ksi [MPa] | Elongation in 2 in. or50 mm, min, % A, B | Hardness, Max | |
| Designation | Brinell / Vickers | Rockwell | ||||
| TP304 | S30400 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP304L | S30403 | 70 [485] | 25 [170] | 35 | 192HBW/200Hv | 90HB |
| TP304H | S30409 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP304N | S30415 | 80 [550] | 35 [240] | 35 | 192HBW/200Hv | 90HB |
| TP310S | S31008 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP310H | S31009 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP316 | S31600 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP316L | S31603 | 70 [485] | 25 [170] | 35 | 192HBW/200Hv | 90HB |
| TP316H | S31609 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP316Ti | S31635 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP317 | S31700 | 75 [515] | 30 [205] | 34 | 192HBW/200Hv | 90HB |
| TP317L | S31703 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP321 | S32100 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP321H | S32109 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP347 | S34700 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP347H | S34709 | 75 [515] | 30 [205] | 35 | 192HBW/200Hv | 90HB |
| TP444 | S44400 | 60 [415] | 40 [275] | 20 | 217 HBW/230HV | 96HB |
Flattening Test
One flattening test shall be made on specimens from each end of one finished tube, not the one used for the flaring test, from each lot.
Flaring Test
One flaring test shall be made on specimens from each end of one finished tube, not the one used for the flattening test, from each lot.
Hydrostatic or Nondestructive Testing
Each pipe shall be subjected to the nondestructive electric test or the hydrostatic test, the type of test to be used shall be at the option of the manufacturer, unless otherwise specified in the purchase order.
Markings
Markings will adhere to prescribed specifications in A999/A999M and shall include the NPS or OD and schedule number or average wall thickness, heat number, and NH (when hydrotesting is not performed) and ET (when eddy-current testing is performed) or UT (when ultrasonic testing is performed). The marking shall also include the manufacturer’s private identifying mark, the marking requirement of section 12.3 on Hydrostatic or Nondestructive Electric Test, if applicable, and whether seamless (SML), welded (WLD), or heavily cold-worked (HCW). For Grades TP304H, TP316H, TP321H & TP347H, the marking shall also include the heat number and heat-treatment lot identification.
Note:
- Mill test certificates will be issued according to EN10204.3.
- All tubes shall be supplied as per applicable ASTM A213 /A213M Specification.
Notes:
- Steel Grades – TP 304, TP 304L, TP 316, TP 316L, TP 321
- Technical requirements acc. to ASTM A 450.
- Size of pipes in accordance with ANSI/ASME B36.19M.
- The quality of pipes is ensured by manufacturing process and non-destructive test.
- Hardness of metal not less than 100 HB.
- Length tolerance of measured pipes not greater than +10 mm.
- Monitoring of continuity of metal by pneumotest with pressure of 6 bar is available.
- Intergranular corrosion test in accordance with ASTM A262, Practice E is available